

Previous
Next
Three-Station Busbar Processing Machine PBM-303
1. Helping You Choose the Right Busbar Machine—and Helping You Use It Better
In electrical equipment manufacturing, selecting a busbar processing machine is not only about processing capacity. The machine structure, control method, motion logic, and long-term reliability directly influence production efficiency, machining consistency, and operating experience.
At Bailipower, we believe that a good machine should not only complete cutting, punching, and bending processes, but also provide stable, predictable, and practical performance throughout its service life.
Our principle is simple:
Help customers choose the right machine. Help customers use it better.
Three-Station Busbar Processing Machine PBM-303 is designed for processing copper and aluminum busbars used in switchgear, power distribution equipment, transformer manufacturing, control panels, renewable energy systems, and electrical industries.
The PBM-303 integrates three essential busbar processing functions:
Cutting
Punching
Bending
with a compact structure and reliable hydraulic drive system.
2. Engineering Philosophy
A busbar processing machine is more than a combination of mechanical parts.
The quality of a machine depends on how the mechanical structure, hydraulic system, electrical control, and software logic work together.
At Bailipower, we focus on practical engineering:
Scientific design
Reasonable structure
Reliable operation
Long-term manufacturing value
Instead of only pursuing higher specifications, we focus on helping customers select the most suitable configuration according to their actual production requirements.
3. Machine Architecture
Although commonly called a Three-Station Busbar Processing Machine, the PBM-303 is designed internally as three independent processing systems:
Cutting System
Punching System
Bending System
Each system has its own:
Drive motor
Hydraulic mechanism
working tooling
independent control logic.
The three systems can operate independently or simultaneously according to production requirements.
This design provides:
Flexible operation
Easier maintenance
Stable processing performance
Better adaptability for different production environments
4. Key Advantages
Independent Processing Systems
The Cutting, Punching, and Bending systems are independently designed to provide stable and flexible operation.
Practical Control Options
Different factories have different production requirements. Bailipower provides multiple control configurations instead of forcing every customer to use the same solution.
Available options include:
Relay Control
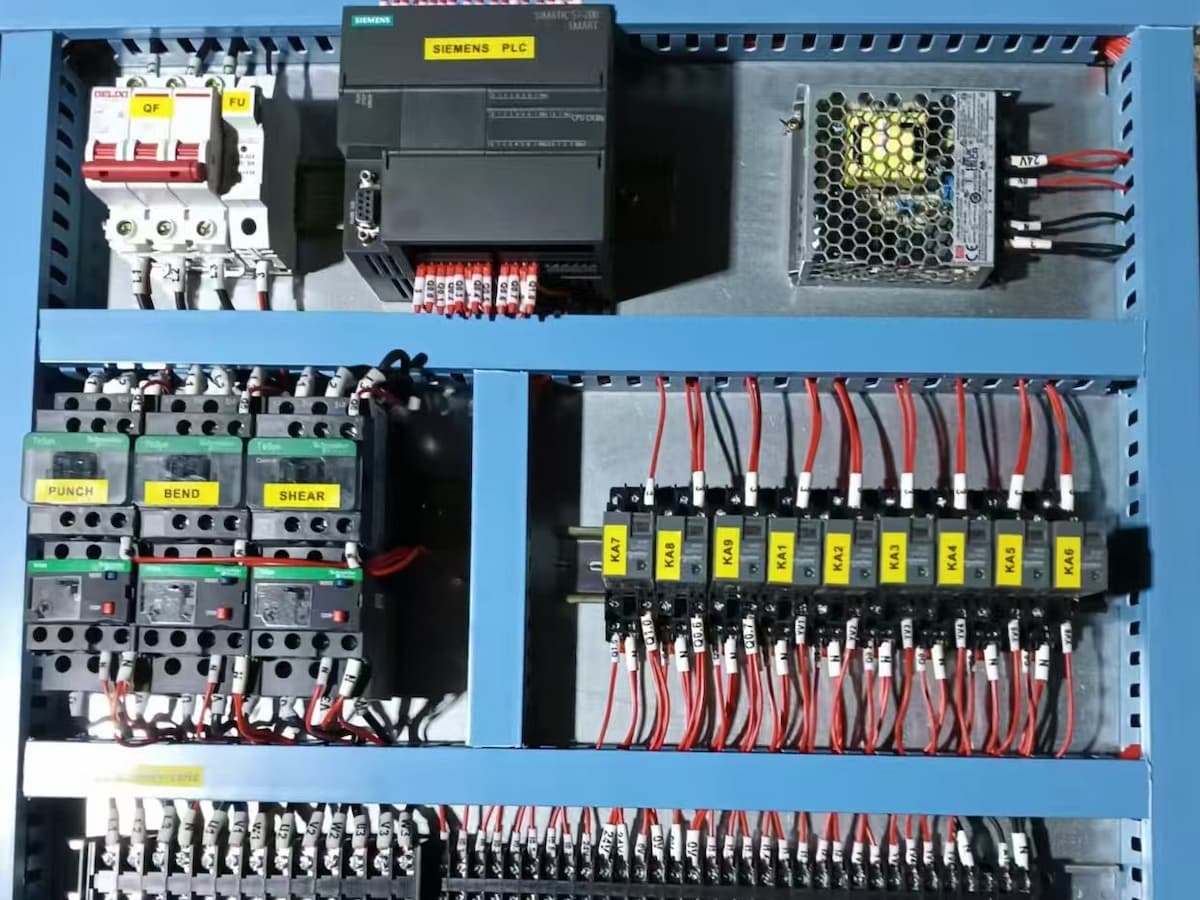
PLC Control
PLC + Servo Positioning
Accurate Bending Control
The PBM-303 focuses on controlling the actual movement of the bending die.
The machine provides:
Bending Die Linear Displacement Accuracy: ±0.05 mm
This parameter directly reflects the positioning accuracy of the bending mechanism.
Flexible Configuration
The PBM-303 can be configured according to different production requirements, including:
Open bending structure
Closed bending structure
Manual positioning
PLC + Servo Positioning
5. Control System Options
Relay Control
A traditional and economical solution suitable for standard production environments.
Advantages:
Simple structure
Easy maintenance
Low cost
Reliable operation
PLC Control
Suitable for manufacturers requiring improved process management and digital parameter adjustment.
Advantages:
Flexible programming
Better repeatability
Easier production management
PLC + Servo Positioning
Designed for customers requiring faster and more accurate busbar dimension positioning.
The servo positioning system is used for:
Automatic dimension positioning
Replacing manual measurement by ruler or scale markings
Improving positioning efficiency
The system does not replace manual material loading and feeding.
Different control methods are provided according to production requirements, not simply as high or low-level configurations.
6. Machine Specifications
6.1 Machine Overview
| Item | Specification |
|---|---|
| Product Name | Three-Station Busbar Processing Machine |
| Model | PBM-303 |
| Brand | Bailipower |
| Model Rating | 300 kN Class |
| Machine Structure | Three Independent Processing Systems |
| External Dimensions (L×W×H) | 1780 × 1400 × 1500 mm |
| Net Weight | 1500 kg |
| Packaging Method | Wooden Crate Packaging |
| HS Code | 846242 |
| Control System | Relay Control / PLC Control / PLC + Servo Positioning |
| PLC Brand | Siemens / Mitsubishi / Customized |
| Power Supply | 220V / 380V / 400V / 415V / Customized |
| Frequency | 50 Hz / 60 Hz |
The PBM-303 belongs to the 300 kN class of Bailipower three-station busbar processing machines.
6.2 Cutting System
Performance
| Item | Specification |
|---|---|
| Main Motor Power | 4 kW |
| Maximum Cutting Force | 400 kN |
| Maximum Busbar Width | 160 mm |
| Maximum Busbar Thickness | 16 mm |
Technical Note
B7 Control Logic
The PBM-303 cutting system can be configured with Bailipower B7 Control Logic.
Typical operation sequence:
Upper and lower limit control
Continuous foot pedal operation
Controlled forward stop
Controlled return stop

For detailed explanation of B7 Control Logic, please refer to:
BOER-BM-01 Control Logic of Busbar Machines
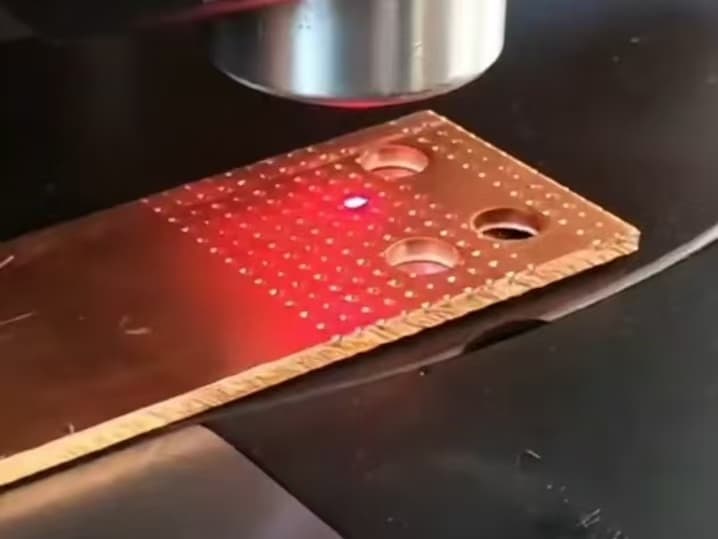
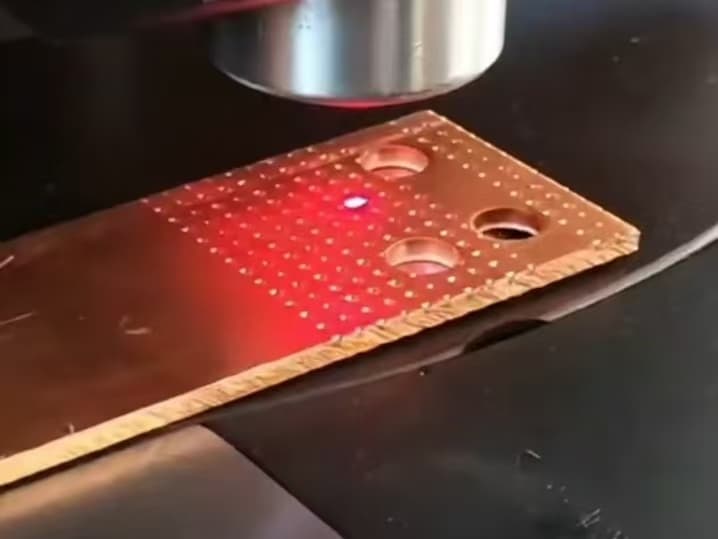
6.3 Punching System
Performance
| Item | Specification |
|---|---|
| Main Motor Power | 4 kW |
| Maximum Punching Force | 350 kN |
| Maximum Busbar Width | 160 mm |
| Maximum Busbar Thickness | 16 mm |
| Punching Range | Ø4.3–Ø25 mm |
| Positioning Method | Laser Lamp + Positioning Pin |
Standard Punching Dies
Round Dies:
Ø7 mm
Ø9 mm
Ø11 mm
Ø13 mm
Ø17 mm
Ø21 mm
Oblong Dies:
Ø13 × 18 mm
Ø17 × 21 mm
Special punching dies are available according to customer requirements.
Technical Note
B7 Control Logic.
The punching system can also adopt Bailipower B7 Control Logic.
The control sequence can be configured according to different production requirements.
For detailed explanation:
BOER-BM-02 Control Logic of Busbar Machines
6.4 Bending System
Performance
| Item | Specification |
|---|---|
| Main Motor Power | 4 kW |
| Maximum Bending Force | 350 kN |
| Maximum Busbar Width | 160 mm |
| Maximum Busbar Thickness | 16 mm |
| Displacement Measurement | Wire-Type Encoder |
| Bending Die Linear Displacement Accuracy | ±0.05 mm |
Typical Reference Values
| Item | Value |
|---|---|
| Typical Bending Accuracy | ±1° |
| Repeat Bending Accuracy | ±0.3° |
Bending angle accuracy is provided as a reference value. Actual results depend on busbar material, thickness, width, die geometry, bending radius, and springback characteristics.
Bending Control Principle
The PBM-303 bending system controls the bending process through accurate linear displacement control of the bending die.
The working principle:
Input Busbar Parameters→Input Tool Parameters→Target Die Position Calculation→Hydraulic Movement→Encoder Feedback→Position Reached→Return Movement→Final Bending Result.
The bending angle is the final processing result.
The linear displacement of the bending die is the actual controlled variable.
Standard Bending Dies
Large Radius Flat Bending Die
Small Radius Flat Bending Die
U-Bending Die
Vertical Bending Die
Knurling Die
7. Optional Configurations
The PBM-303 Three-Station Busbar Processing Machine can be configured according to different production requirements.
Instead of creating separate machines for different applications, Bailipower provides flexible configuration options based on processing requirements, operation methods, and production efficiency.
7.1 Bending Structure Options
Open Bending Structure
Suitable for standard busbar bending applications.
Advantages:
Simple structure
Easy operation
Convenient tooling replacement
Suitable for general production requirements
Closed Bending Structure
Designed for applications requiring higher structural support during bending.
Advantages:
Improved bending stability
Suitable for thicker or wider busbars
Better mechanical support during high-force bending operations
The selection between open and closed bending structures depends on:
Busbar specifications
Production requirements
Bending process requirements
7.2 Positioning System Options
Manual Positioning
A traditional and practical solution using manual measurement methods.
Suitable for:
Standard production
Small batch production
Flexible processing requirements
PLC + Servo Positioning
A servo-controlled positioning system designed to improve busbar dimension positioning efficiency.
The system provides:
Automatic positioning to preset dimensions
Higher positioning repeatability
Reduced dependence on manual measurement
It replaces manual positioning methods such as rulers and scale markings.
Note:
The servo positioning system controls busbar dimension positioning. It does not replace manual material loading and feeding.
7.3 Control System Options
Relay Control
Suitable for customers requiring:
Simple operation
Easy maintenance
Economical configuration
PLC Control
Suitable for customers requiring:
Digital parameter management
Flexible programming
Improved production consistency
PLC + Servo Positioning
Suitable for customers requiring:
Higher positioning efficiency
Reduced manual adjustment time
Improved production management
7.4 Tooling Options
According to different processing requirements, optional tooling includes:
Additional Punching Dies
Oblong Punching Dies
Corner Cutting Dies
Customized Punching Dies
Customized Bending Dies
7.5 How to Choose the Right Configuration?
Different customers have different production environments.
The most suitable configuration depends on:
Busbar material
Busbar dimensions
Production volume
Product variety
Operator requirements
Automation expectations
The goal is not to choose the most complex configuration, but to choose the configuration that best matches the actual production process.
8. Applications
The Three-Station Busbar Processing Machine PBM-303 is widely used for copper and aluminum busbar processing in electrical manufacturing industries.
Typical applications include:
Switchgear Manufacturing
Processing busbars for:
Low-voltage switchgear
Medium-voltage switchgear
Distribution cabinets
Power Distribution Equipment
Suitable for manufacturing:
Distribution panels
Control cabinets
Electrical enclosures
Transformer Manufacturing
Used for:
Transformer connection busbars
Electrical connection components
Supporting copper and aluminum conductors
Renewable Energy Equipment
Suitable for:
Solar power systems
Energy storage systems
Industrial power equipment
General Electrical Manufacturing
Applicable to:
Electrical assembly factories
Control system manufacturers
Industrial equipment manufacturers
9. Frequently Asked Questions
9.1 Q: Why is PBM-303 called a Three-Station Busbar Processing Machine?
A: The term "Three-Station" follows common industry terminology and describes the three main processing functions:
Cutting
Punching
Bending
However, internally the PBM-303 is designed with three independent processing systems.
Each system has its own drive mechanism, working components, and control logic.
9.2 Q: Why does Bailipower describe Cutting, Punching, and Bending as Systems instead of Stations?
A: In actual operation, the three processing units work independently.
Each system has:
Independent power drive
Independent hydraulic mechanism
Independent operation logic
Although they are integrated into one machine platform, they function as three separate processing systems.
9.3 Q: What is B7 Control Logic?
A: B7 Control Logic is Bailipower's control sequence design for punching and shearing operations.
It defines how the machine performs:
Forward movement
Position control
Stop control
Return movement
Different motion sequences can affect operating experience, efficiency, and production consistency.
For detailed information, please refer to:
BOER-BM-01 Control Logic of Busbar Machines
9.4 Q: What is Bending Die Linear Displacement Accuracy?
A: Bending Die Linear Displacement Accuracy describes the positioning accuracy of the bending die during the bending process.
In hydraulic busbar bending systems, the control system determines the bending result by accurately controlling die movement.
The bending angle is the final machining result.
The die's linear displacement is the actual controlled parameter.
9.5 Q: Why is bending angle accuracy listed as a reference value?
A: The final bending angle is affected by many factors:
Busbar material
Material thickness
Busbar width
Die geometry
Bending radius
Material springback
Therefore, bending angle accuracy represents the final processing result under specific conditions.
The machine's inherent positioning performance is better represented by:
Bending Die Linear Displacement Accuracy
9.6 Q: Is PLC + Servo Positioning an automatic feeding system?
A: No.
The PLC + Servo Positioning option is designed for accurate busbar dimension positioning.
It replaces manual positioning methods such as rulers and scale markings.
Material loading and feeding are still performed manually.
9.7 Q: Can the PBM-303 be customized?
A: Yes.
Bailipower can customize configurations according to:
Busbar size
Processing requirements
Tooling requirements
Control requirements
Production environment
9.8 Q: How should customers choose the right PBM-303 configuration?
A: Customers should consider:
Maximum busbar size
Production volume
Product variety
Required positioning method
Operator requirements
Bailipower focuses on helping customers select a practical solution rather than simply selecting the most expensive configuration.
9.9 Q: Why Choose Bailipower?
A: A good busbar processing machine is not only defined by force, speed, or functions.
It should combine:
Reliable mechanical design
Practical control philosophy
Clear system architecture
Flexible configuration options
Long-term production value
The PBM-303 represents Bailipower's approach:
Understand the machine. Choose the right configuration. Use it better.
9.10 Q: Why does Bailipower provide different configurations instead of different machine models?
A: Many differences between machines are configuration differences rather than fundamental machine differences. By providing flexible configurations, customers can select the most suitable solution without purchasing unnecessary functions.